From
to ZETA
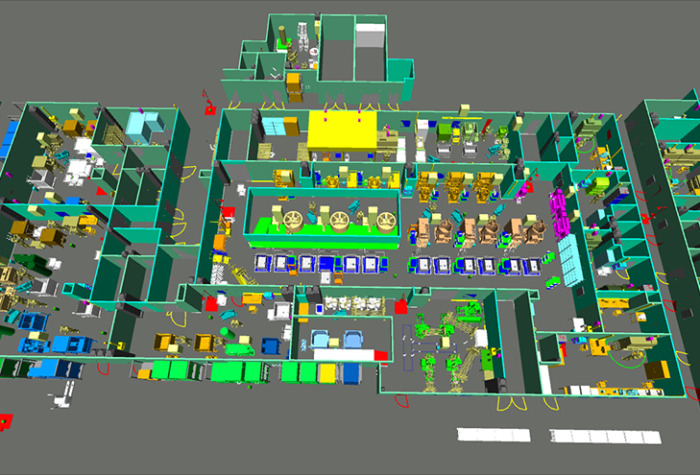
Simulation-Driven Concept Design for a Large-Scale mAb Facility
Validating capacity, technology selection, and facility performance before any equipment was ordered.
Modeling every unit operation in INOSIM before equipment was specified surfaced the capacity bottleneck, reframed technology selection across single-use and stainless options, and supported informed investment across three identical production lines.